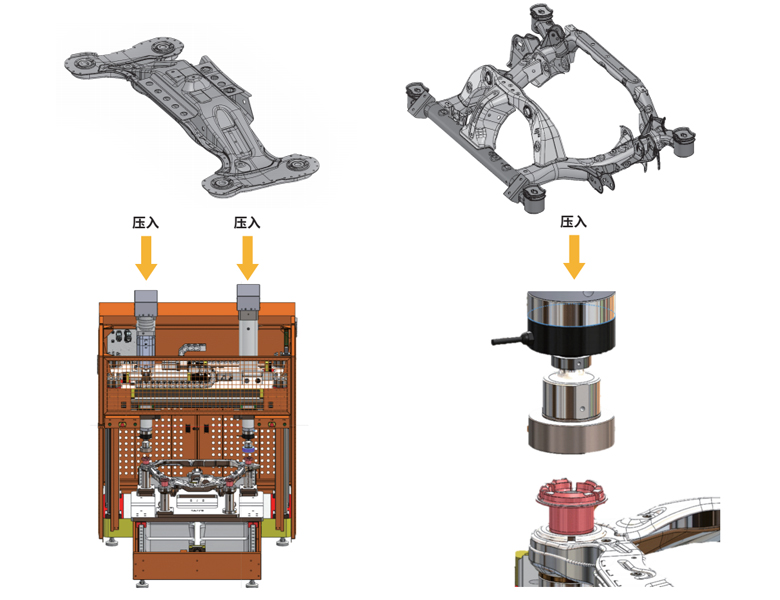
適用于副車架襯套壓裝
工裝可快速更換,適用于多種產品,在線壓裝質量判斷
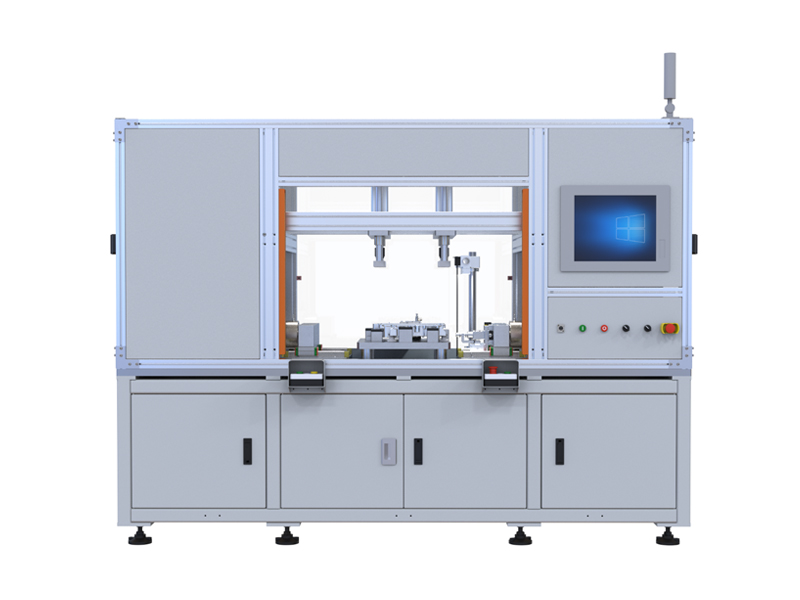
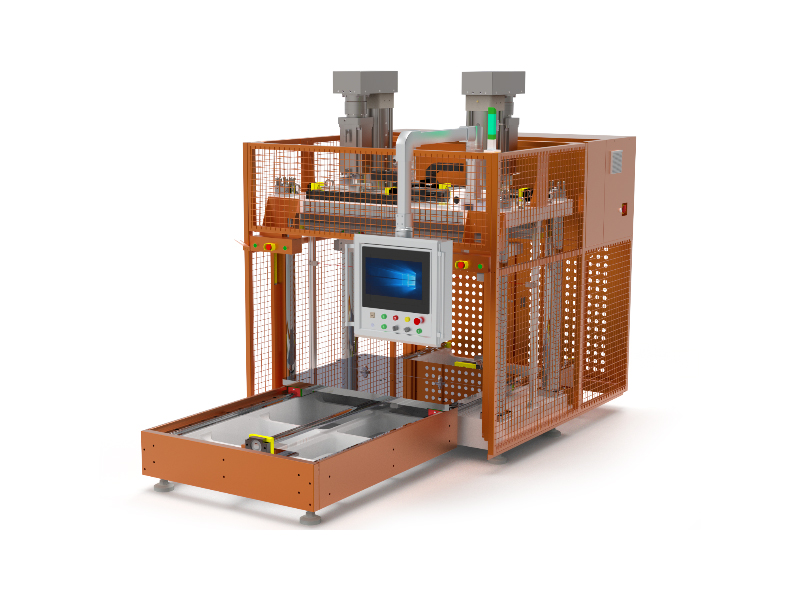
定制壓機產品
| 副車架襯套壓機 | SIRO-C03 |
| 布局形式 | 立式雙缸 |
| 額定出力 (kN) | 100 |
| 模式選擇 | 壓力模式/位置模式 |
| 最大速度 (mm/s) | 100 |
| 重復精度 (mm) | 0.01 |
| 行程長度 (mm) | 500 |
| 壓力精度 (FS%) | ±0.5% |
| 電缸橫移軸位移動范圍 (mm) | 350~1200 |
| 最大速度 (mm/s) | 100 |
| 送料軸位移范圍 (mm) | 2000 |
| 最大速度 (mm/s) | 300 |
| 額定功率 (kW) | 16.5 |
| 供電電壓 (V) | 三相AC 380V |

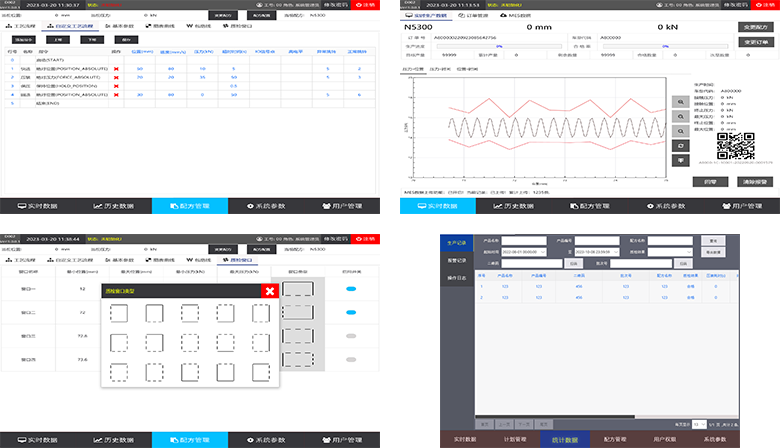
位置精度達到±0.01mm (任意負載和速度),全閉環方案有效消除不同負載下電缸絲桿、同步帶、機架變形等引起的壓頭位置變化,保證產品尺寸一致性。
壓力精度達到±0.5%FS, 壓裝過程使用運動控制算法,位置、壓力不易過沖,可減少廢品產生。
壓裝位置-壓力曲線實時顯示,采樣率≥4000次/秒,確保壓裝過程分毫畢現。
可與MES對接,實現電子SOP 功能,提高生產效率。
多種壓裝過程質量檢測模式,配合"特殊點檢測"解決壓裝品質問題,保證產品一致性。
壓裝過程根據需要自由編輯,包括位置、壓力、信號等待、信號輸出、延時、判斷、跳轉等。
位置曲線數據實時保存,還原壓裝過程,方便追溯分析。
多種實時檢測方式,配合高頻采樣進行檢測,使品控更可靠。
系統后臺可以存儲超過 100萬條 歷史曲線和關鍵數據,用戶可以根據日期、條形碼、良品/次品等關鍵信息進行檢索和統計。